|
Целлюлозно-бумажная
промышленность в Финляндии > Производство картона
Завод по производству картона
Листы картона изготавливались на заводе из измельчённой древесной массы, источником
которой были еловые деревья. Многие этапы производства картона требовали высокого
уровня точности, и многие этапы производства листов выполнялись вручную.
Бревна длиной 4 метра поднимались из воды с помощью конной лебёдки до самого
последнего дня эксплуатации летом 1964 года. В первые годы существования мельницы
использовался деревянный шкив, приводимый в движение людьми.
Балансовая древесина складировалась вдоль пути, идущего от подъёмника к мельнице.
Телеги с дровами рабочие подвозили к мельнице до 1920-х годов, когда, наконец,
на помощь были привлечены лошади. На лесопилке бревна разрезались на куски длиной
50 или 60 сантиметров, подвергались механической окорке до получения чистой
и белой древесины и отправлялись на измельчители.
Измельчённая древесная масса производилась механическим способом в Верле путём
трения древесины о точильный камень. Одна машина может измельчать около 15 кубометров
древесины в день. Измельчители располагались наверху мельницы, и целлюлоза,
смешанная с водой, поступала вниз по шлюзу и через очистители целлюлозы к формовочным
машинам внизу.
Готовая древесная масса направлялась вниз, к восьми формовочным машинам, которые
производили листы размером 70 х 100 см. В зависимости от того, что было заказано,
одну и ту же машину можно было использовать для изготовления более тонких или
толстых досок.
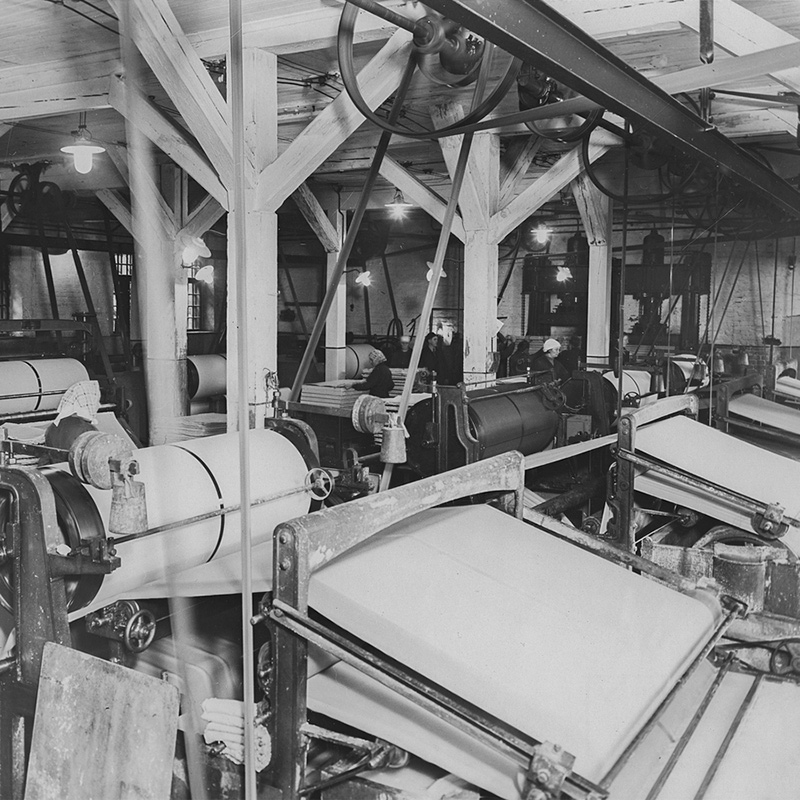
Наиболее важным подразделением картонажного завода был машинный зал, где осуществлялось
собственно производство картонажных листов и товарной целлюлозы. Методы производства
были схожими, но целлюлозу, предназначенную для продажи, оставляли влажной и
упаковывали в тюки по 200 килограммов. С другой стороны, изготовление картона
требовало ещё нескольких этапов. Говорили, что доска изготовлена вручную, поскольку
люди обрабатывали листы на 14 различных этапах производства.
Одним из самых сложных этапов было разрезание влажной полосы картона и снятие
её с вращающегося ролика формовочной машины. Когда слои целлюлозы достигали
желаемой толщины, начинал звенеть металлический колокольчик на боковой панели
машины. Это проинформировало оператора станка о том, что доску необходимо быстро
извлечь из цилиндра. Удаление производилось заострённой можжевеловой палочкой.
Тяжёлые пачки листов картона переносились в пресс в задней части зала, где с
листов удалялась лишняя влага. После этого листы были готовы к отправке
на сушильный цех, который представлял собой отдельное здание рядом с картонной
фабрикой.
Сушильный лофт
Работницы завода развешивали влажные простыни одну за другой на чердаке для
сушки и забирали их, когда они высыхали. Листы картона высыхали на чердаке примерно
за три дня, после чего были готовы к отделке. Во время сушки температура на
чердаке могла подниматься до 75 градусов по Цельсию. Отопление не включалось
в присутствии рабочих, но, тем не менее, сушильный цех был жарким местом.
Доску также можно было сушить на воздухе в летнем сушильном сарае на мельнице,
который был построен из-за затрат на отопление. Между стеновыми досками были
оставлены промежутки, чтобы простыни картона могли высыхать на открытом воздухе.
В солнечную погоду самые тонкие сорта досок высыхают за несколько недель. По
сравнению с другими сушильными помещениями летний сушильный сарай был прохладным
и приятным местом для работы, и его прозвали "виллой".
Отделка досок
В процессе отделки картона каждый лист проверялся, взвешивался и сортировался.
Когда листы взвешивались, им присваивался калибровочный номер, который указывал,
сколько листов потребуется для 50 килограммов картона. Завод обычно предпочитал
получать заказы на калибры 50-120, но при необходимости изготавливались также
более толстые и тонкие сорта от 30 до 300. Работа была точной и требовала некоторой
выносливости, так как большинство листов весили от 0,5 до 1 килограмма.
В зависимости от потребностей заказчика края листов обрезались гильотиной,
а сами листы глазировались в специальной машине. Перед глазированием все кусочки
дерева были удалены с доски ножом. Когда лист прокатывался между цилиндрами
глазировочной машины с подогревом паром, поверхность картона сжималась и приобретала
лёгкий блеск.
Перед транспортировкой
Последним этапом работы была упаковка простыней. Как правило, на фабрике производились
200-килограммовые тюки. Тюки досок сначала перевозились лошадьми, а начиная
с 1929 года - грузовиками с фабрики на близлежащую железнодорожную станцию Селянпяа.
Борт для экспорта отправился поездом в порт Котки. На пике развития завода качественная
доска, производимая в Верле, экспортировалась примерно в 30 стран. До 1918 года
основным рынком сбыта фабрики была Россия. Впоследствии картон экспортировался
в Европу и даже в Соединённые Штаты Амерки.
Из картона завода Верла
были изготовлены различные упаковочные материалы, в том числе пачки для сигарет,
коробки для конфет и обувные коробки. Помимо упаковочных фабрик, важными заказчиками
были также переплётчики книг.
|